1. Viaszminta préselés
Szükséges viaszkokilla/szerszám!
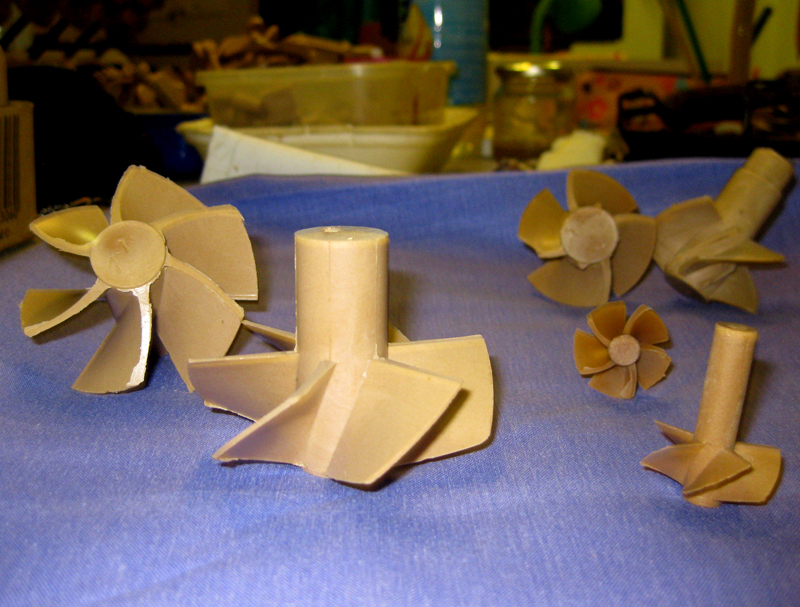
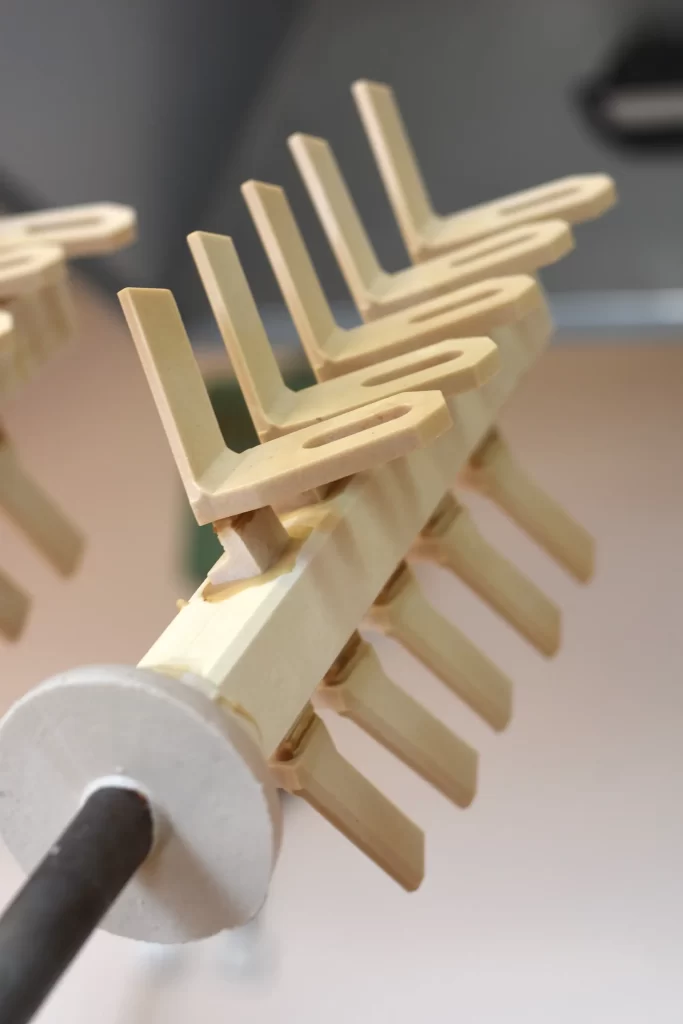
A fém öntőformába, a kokillába viaszt préselünk , melyből rövid dermedési idő után a zsugorodási ráhagyással növelt viaszmintát kapjuk. Annyi viaszmintát kell készítenünk, ahány darab a legyártani kívánt termék.
Minden egyes gyártmányhoz külön viaszkokilla, viaszsajtoló szerszám szükséges. A kokillát cégünk is el tudja készíteni vagy a szerszámot a megrendelő is biztosíthatja számunkra.






4. Kerámia öntőformák készítése
Mártás
A viaszcsokrokat bevonóiszapba mártjuk. Az iszap héjat, réteget képez a viasz felületén, átveszi a viaszminta formáját. Száradás után a mártást többször is megismételjük, amíg a több réteg iszapból és kvarchomokból el nem érjük a kívánt héjvastagságot.
Beszórás kvarchomokkal
Minden egyes mártás után különböző szemcsefinomságú kvarchomokkal szórjuk be a csokrot.
Szárítás
Az iszappal és a kvarchomokkal bevont viaszminták, a kerámiaformák szárítókamrába kerülnek.
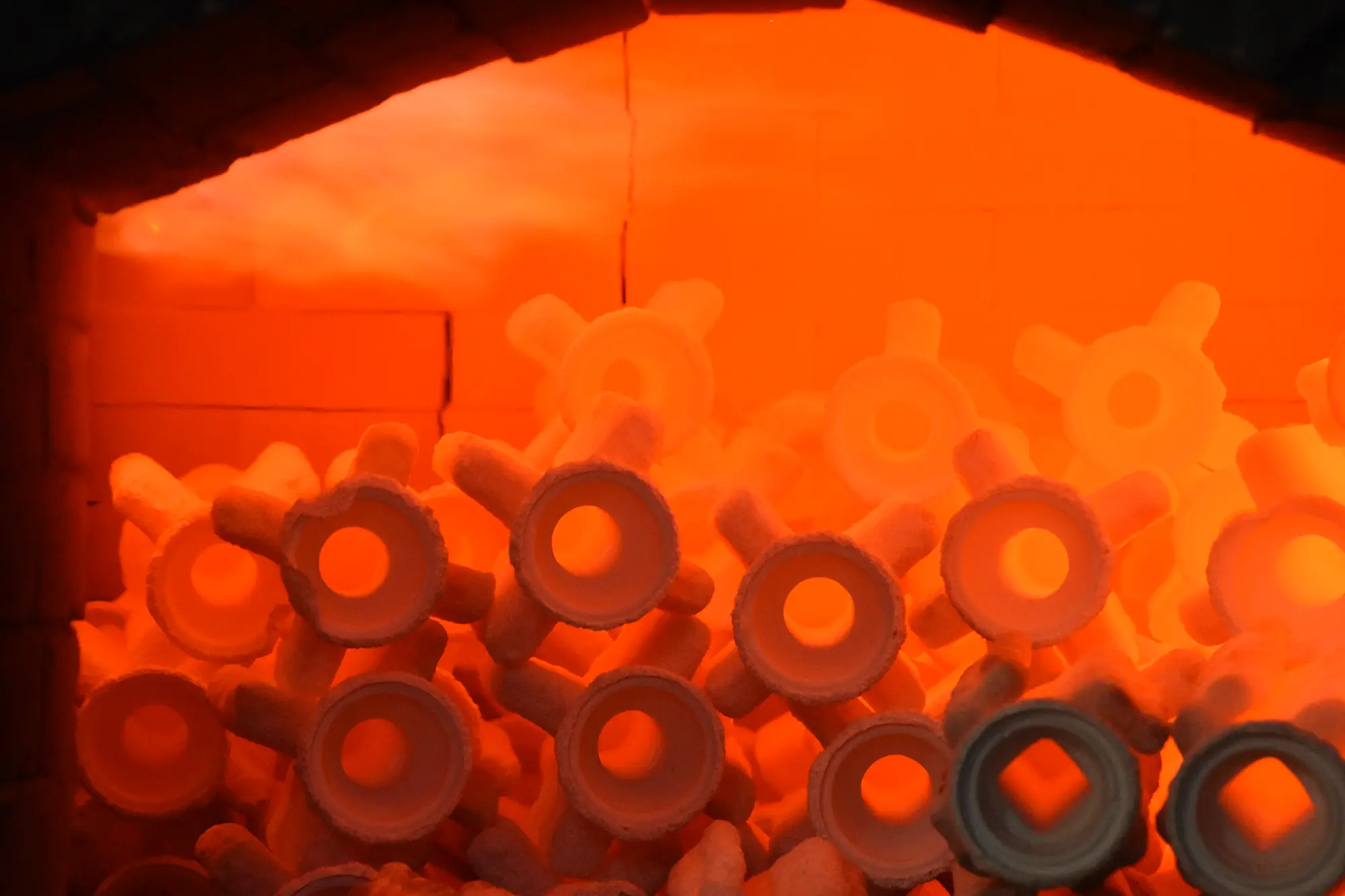
Viaszkiolvasztás
A viasz az elkészült kerámiaformából forróvízes olvasztás során kiolvad. Megkapjuk azt a formát, amelybe végül az olvasztott fém kerül.